Ever notice how people get all excited when a piece of switchgear or other electrical device blows up? The funny thing is, until it lights up like Mount Vesuvius, that same piece of equipment is pretty much ignored. But once it blows, it’s the most important thing in the facility. It’s hard to explain human nature, but the old saying, “If it ain’t broke, don’t fix it,” seems to come to mind. Problem is, many times you can’t tell if electrical equipment is broken just by looking at it.
In 2009, several Fine Print Notes (FPN) and an Article were added to NFPA 70E, Standard for Electrical Safety in the Workplace, in response to concerns about the lack of maintenance on overcurrent protective devices (OCPDs). Article 130.3, FPN No. 1 states, “Improper or inadequate maintenance can result in increased opening time of the overcurrent protective device, thus increasing the incident energy.” Article 205.3, General Maintenance Requirements, states “Overcurrent protective devices shall be maintained in accordance with the manufacturers’ instructions or industry consensus standards.” The FPN in Art. 210.5 states, “Failure to properly maintain protective devices can have an adverse effect on the arc flash hazard analysis incident energy values.” Article 200.1 provides guidance on where to get information on maintaining electrical equipment, “FPN: Refer to NFPA 70B, Recommended Practice for Electrical Equipment Maintenance, and ANSI/NETA MTS- 2007, Standard for Maintenance Testing Specification, for guidance on maintenance frequency, methods, and tests.” Based on all of these references, it seems like this topic should be a pretty high priority.
The case studies below illustrate how the lack of maintenance/testing or improper maintenance can cause catastrophic failure in an electrical power system. Not only were each of these incidents preventable, but they also wound up costing the customer far more in the end than they would have if the proper steps been taken in the beginning.
Case study 1 — A customer installed new switchgear, transformer, and reactor. A new self-contained substation was installed, which included a battery bank and charger. When installed, the contract did not require the installing company to test the molded-case circuit breakers in the panel that fed the battery charger. After all, those circuit breakers probably cost less than $100 each — it would cost more than that to test them. Plus, considering that the equipment was brand new, maintenance personnel did not check on it often.
One night, the underground feeder cable from this new switchgear failed. The 100A 2-pole circuit breaker feeding the battery charger was defective and tripped (this 100A circuit breaker would trip with only 45A within 70 sec), causing the battery bank to slowly discharge. The fault caused considerable damage to the switchgear, transformer, and reactor, because the circuit breaker protecting them had no control circuit power from the battery bank. Photo 1 shows the resulting damage while Photo 2 shows the offending battery charger. This incident cost upward of $5.2 million, all because a $100 circuit breaker was not tested during installation. This case study demonstrates why protective devices on critical loads should always be tested and verified, regardless of the perceived value of the protective device.
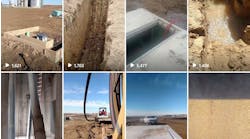
Case study 2 — A company hired a contractor to perform some repair work on its 13.8kV switchgear, which had failing insulation. About a year later, one of the maintenance people noticed a strong “ozone” smell in the switchgear room. He called Shermco Industries for some advice. Once on-site, Shermco discovered the previous company had cleaned the tracking and then painted it with an insulating paint, possibly Glyptol. It didn’t take long for the tracking to begin again. Once fiberglass redboard starts to fail like this, it cannot be repaired, only replaced. The new testing firm replaced the fiberglass redboard and repaired the damage. Without this repair, the equipment could have failed catastrophically.
Photo 3, Photos 4 and 5, and Photo 6 show some of the damage prior to the most recent repairs. Note also the half un-taped bus in Photo 3, which could cause further corona and deterioration.
Worker safety
When OCPDs don’t operate properly — or even fail to function — the consequences can be severe. When the lubricant in the current path and operating mechanism begins to dry out due to the heat from current flowing through the circuit breaker or from aging, the breaker slows down some. Not noticeable to maintenance technicians or others, the effect on incident energy can be dangerous.
Take the following example as a good case in point. As a technician prepares to work on a piece of electrical equipment, he notices the arc flash hazard label indicates that there could be
8 cal/cm2 incident energy at an 18-in. working distance. The technician chooses a 10 cal/cm2 arc-rated coverall and face shield. The problem is the circuit breaker has not been maintained in several years and will not function in accordance with the manufacturer’s specifications. The technician is not aware of the issues with the circuit breaker. As the technician works on the circuit, he makes contact between an energized terminal and ground. The circuit breaker operates more slowly than it should, but it is still only a few cycles. What’s the effect?
- If operating time doubles, the incident energy doubles to 16 cal/cm2. The technician is now under-protected by about 6 cal/cm2 and would probably suffer burns through his arc-rated PPE.
- If the circuit breaker fails to operate, the next OCPD upstream must now clear the fault. One of two scenarios could occur, depending on the upstream breaker’s settings.
1) If it “sees” the current flow as a fault, it will operate instantaneously. This could triple the operating time, which means the technician would now be exposed to approximately 24 cal/cm2 and would be severely under-protected.
2) If the upstream circuit breaker sees the fault as an overcurrent, it could take up to 1 sec to 2 sec to open. Instead of doubling or tripling the incident energy, there would be multiples of the calculated incident energy — an extremely hazardous situation for any exposed to it.
Playing it safe
Many companies view maintenance as an overhead cost. However, studies have shown that when properly performed, maintenance can return $5 for every dollar invested. This savings is a result of fewer unplanned outages, less lost production, and avoiding purchasing and installing replacement equipment at a premium.
Maintenance is also a safety issue. OCPDs that do not operate according to the manufacturers’ specifications put personnel working on the electrical power system at risk. Maintenance improperly performed is also a concern. Companies should have personnel who are knowledgeable about the proper maintenance procedures, as well as how to interpret test results. Otherwise, you are left at the mercy of outside contractors who may not share your company’s stringent safety goals.
White is director of training for Shermco Industries in Irving, Texas. He can be reached at: [email protected].