Motor Efficiency, Power Factor, and Load

By developing a greater understanding regarding electric motor efficiency and operating characteristics, you can realize some serious electric energy cost savings. An often overlooked and widely misunderstood characteristic of electric motors is power factor (PF). Proper electric motor application and efficiency are important things to know when applying or replacing a motor, although PF can be equally important when operating costs are considered.
Recent studies indicate the level of knowledge and implementation of motor system energy-efficiency measures is low. A plethora of information on motor system design, best practices, purchasing, and management is widely available, but few companies have embraced it. Training opportunities and tools to deepen the knowledge base of end-users is necessary to apply motor and motor system efficiency measures at the plant level.

Most electric motor purchase and maintenance decisions affecting efficiency are made at the plant level. In addition, there has been limited training at this level regarding motor efficiency and motor system optimization. Studies have also shown that a low percentage of facility managers have implemented motor purchasing and maintenance specifications. These factors can be attributed to adoption of plant-level motor system efficiency improvements.
Motor efficiency
The Energy Policy Act (EPAct) became effective in 1997. EPAct requires 1-hp to 200-hp general-purpose motors sold in the United States to meet minimum efficiency levels, referred to as EPAct levels. The U.S. Energy Independence and Security Act (EISA), effective December 2010, updated EPAct efficiency levels for 1-hp to 200-hp motors and established minimum efficiency levels for most 201-hp to 500-hp motors.

Motor efficiency is the ratio between the amount of mechanical work the motor performs and the electrical power it consumes to do the work, represented by a percentage. A higher percentage represents a more efficient motor. Electric motor efficiency is dependent on (but not limited to) design, materials, construction, rating, load, power quality, and operating conditions.
Power factor basics
PF, often discussed as an energy cost reduction measure, is not a true energy savings measure. Improving PF can reduce energy costs if the end-user is subject to utility PF charges. Users with electric utility rates based on energy use only, no demand charges (such as residential and small commercial users), will typically not benefit from PF correction measures. End-user PF correction is primarily applied to avoid electric utility charges for low PF and to reduce demand on end-user transformers and generators to free up capacity. Electric utilities, in order to reduce their system losses, encourage energy users to consume energy efficiently by defining their charges based on certain parameters. A common electric utility charge is for low PF.
Best described and understood by reviewing the components of an electrical system, PF is the ratio between kilowatts (kW) and kilovolt-amps (kVA). Total electrical power kVA has two components: real power kW and reactive power kilovolt-amps reactive (kVAR) — mathematically described as:
kVA2 = kW2 + kVAR2
and
Power factor = kW ÷ kVA
Many commercial and industrial facility loads are motors, inductive loads requiring inductive reactive power. Capacitors provide reactive power electrically in the opposite direction of the inductive reactive power. Inductive kVAR can be reduced or canceled by adding capacitive kVAR. Unity PF, or 100% PF, is when kVA = kW. A lagging PF is any PF that is less than 100%, inductive kVAR, and is typical in commercial and industrial facilities. Leading PF, capacitive kVAR, is any PF that is greater than 100%. Leading PF is typically an undesirable electric condition for a variety of reasons. The variation in the reactive power component has no effect on the real power required by the load. Reactive power does have an effect on the kVA supplying the load and can make the load on the generator larger than necessary. Fixed capacitors on the main electric service are a common method to correct lagging PF. Facilities with large motors may also locate capacitors at motors, helping reduce conductor and transformer current load up to the motor.

Power factor and motor efficiency
Since reactive power does not perform any work, PF indicates the percentage of useful energy from the total energy — and is best when it’s as close to unity as possible. Low PF can contribute to low efficiency, higher losses, and unnecessary electric utility charges.
Induction motors require both real and reactive power to operate. The real power (kW) produces work and heat. The reactive power (kVAR) establishes the magnetic field in the motor that enables it to operate.
The PF of a motor is lower when the motor is under-loaded and is significantly reduced when the motor load is less than 70%. Closely matching the motor to the load is the best way to keep the PF close to the motor design rating, which is typically 80% to 85% PF.
Motor system power factor improvement project
I recently conducted a motor system, PF improvement project at a small industrial process plant with a significant amount of large motor load. At the time of the study, the aggregate plant peak demand was 480kW with an 85% PF, resulting in a $276 average monthly electric utility PF charge.
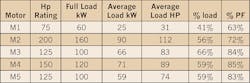
The objective of the project was to identify motors contributing to the less-than-desirable PF and improve the plant PF to avoid future PF charges. A process line, consisting of five induction motors (75 hp, 150 hp, 200 hp, and two at 125 hp) was identified to monitor the power use and PF of each motor in the process during a normal production cycle. A power monitor collected the data, and its associated software package was used to analyze the data. The Table shows a summary of the monitoring findings.
The power monitor measurements indicated all of the motors were under-loaded, which was driving the motor PF on M1 and M2 significantly below the nameplate rating. The findings also suggested the entire process line is oversized based on normal production. Under-loaded motors operate below nameplate PF, as seen in the Figure.

System improvement measures
To avoid electric utility PF charges, the plant needed to be at or above 90% PF. After careful analysis, discussion, and consideration, it was decided to reconfigure the process in a way that would allow 75-hp motor M1 to be removed. M1 was only 41% loaded and using inductive kVAR at 63% PF. There would also be some diversified kW demand reduction and possible energy savings by removing M1. Although demand and energy savings were difficult to calculate because the work that M1 was performing was transferred to motor M4 in the process, M4 had capacity to absorb the load from M1. There was also potential to improve the efficiency and PF of M4 with the load addition, effectively reducing the inductive kVAR contribution of M4.
Another improvement to the motor system was analyzed and determined to be a cost-effective measure to implement. It was decided to add 50 kVAR of capacitance at 200-hp motor M2. Based on the loading and PF measurements of M2, adding the capacitive kVAR would not correct the M2 PF above 90% but would provide enough capacitive kVAR, along with the M1 and M4 improvements, to bring the overall plant to 90% PF.
The results
The improvement measures implemented resulted in a plant PF of 93%, eliminating the $276 monthly PF charges. The measures also resulted in an average monthly plant peak demand reduction of 10kW — a $90 monthly savings. The project payback was less than 18 months. Note: The plant had an existing, functioning 200 kVAR fixed capacitor in place at the main electric service entrance for PF support before this project began. This capacitor remains in place.
Considerations
There is a wide range of barriers that affect the implementation of motor system efficiency measures, including operating issues that affect decisions regarding allocation of resources. Motor system improvement results support the need to create plant level knowledge and tools necessary to improve motor systems. Decision leaders reviewing motor management practices need to decide their adequacy in satisfying improved effectiveness and cost savings goals that most leaders are faced with. Improvements to motor system management, purchasing, and training can lead to significant, sustainable savings. Considering the initial price of a motor only represents approximately 2% of its life-time operating cost, enormous savings potential exists.
Brandser, CPE (certified plant engineer), is an account manager at Xcel Energy, Eau Claire, Wis. He can be reached at [email protected].